Resposta rápida: Surface-control additives are usually selected by defect type, compatibility, and dosage window. The strongest commercial choice is the one that fixes the real problem without creating a new one.
O DMF é um dos solventes mais usados em síntese orgânica e também é conhecido como solvente universal. Hoje compartilharei com vocês um caso de reação. O uso combinado de m-CPBA e DMF também é potencialmente perigoso. O m-CPBA, também conhecido como ácido m-cloroperoxibenzóico, é um tipo de oxidante orgânico muito usado em química orgânica. Em termos relativos, ele é relativamente seguro. No entanto, o campo da química é repleto de incógnitas. Um acidente relatado na literatura compartilhada hoje está relacionado ao uso misto de m-CPBA e DMF, e está diretamente relacionado às seguintes transformações químicas.
Sintetizadores da Fujisawa Pharmaceutical Company no Japão usaram o m-CPBA para oxidar o enxofre em sulfóxido usando DMF como solvente em escala piloto. Os sintetizadores primeiro misturaram 6,3 litros de DMF e 11,0 kg de m-CPBA e agitaram os dois por 2 horas. Em seguida, filtrou-se para obter uma solução límpida, e a solução límpida foi adicionada à solução de reação orgânica. Quando o processo de gotejamento é realizado por 1 hora, a solução DMF de m-CPBA aumenta repentinamente e o gás é liberado. E, de repente, explodiu. O autor deste artigo (Org. Proc. Res. Dev.) descreve resumidamente o processo de reação conforme a figura a seguir.
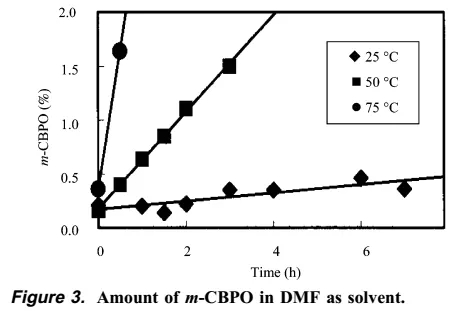
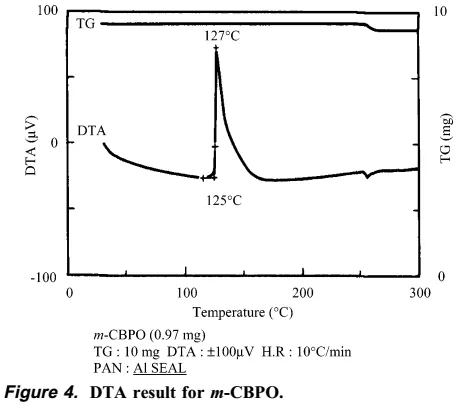
A equipe sintética imediatamente procurou a causa do acidente e da explosão. Eles especularam que provavelmente o acidente foi causado por matéria insolúvel, e a matéria insolúvel era exatamente o m-CBPO. Essa matéria insolúvel pode ser uma impureza da própria matéria-prima m-CPBA ou pode ser gerada gradualmente no sistema de reação. O autor deste artigo conduziu uma série de experimentos de verificação. O autor descobriu que o conteúdo de m-CBPO na matéria-prima m-CPBA é de apenas 0,2%. Além disso, os experimentos de DTA e IST confirmaram que o m-CPBA derrete a 89 graus e é estável a menos de 97 graus. O autor então realizou um estudo de DTA na solução DMF de m-CPBA, e os resultados mostraram que a temperatura de decomposição do m-CPBA era de 83 graus. Os experimentos acima mostram que o DMF pode afetar amplamente o ponto crítico da temperatura de decomposição do m-CPBA. Portanto, o autor acredita que o solvente DMF desempenhou um papel importante nesse acidente.

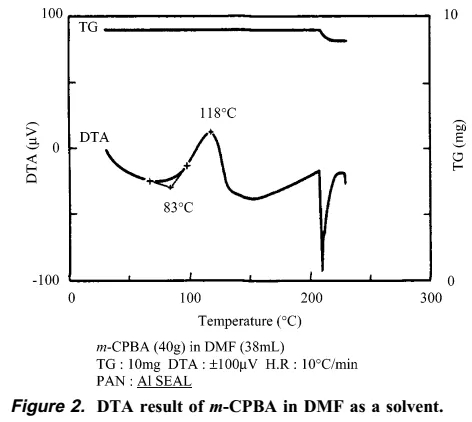
O autor descobriu então que, à medida que a temperatura aumentava, o conteúdo de m-CBPO aumentava significativamente, e a pesquisa de DTA mostrou que, quando a temperatura atinge mais de 125 graus, pode-se prever uma explosão muito séria.
Em seguida, o autor realizou um estudo de ARC da solução DMF de m-CPBA, um estudo de concentração e um estudo de estabilidade mista de m-CPBA e m-CPBO. A conclusão final é que são necessários 185 minutos para que a solução DMF de m-CPBA aumente lentamente de 26 graus para 70 graus e, em seguida, aumente rapidamente para 200 graus em alguns minutos ou algo semelhante. Além disso, a solução DMF de m-CPBA mais concentrada se aquece mais rapidamente. O experimento misto de m-CPBA e m-CPBO mostra que a temperatura aumenta lentamente no início, mas depois de apenas 95 minutos, haverá um aumento acentuado da temperatura.
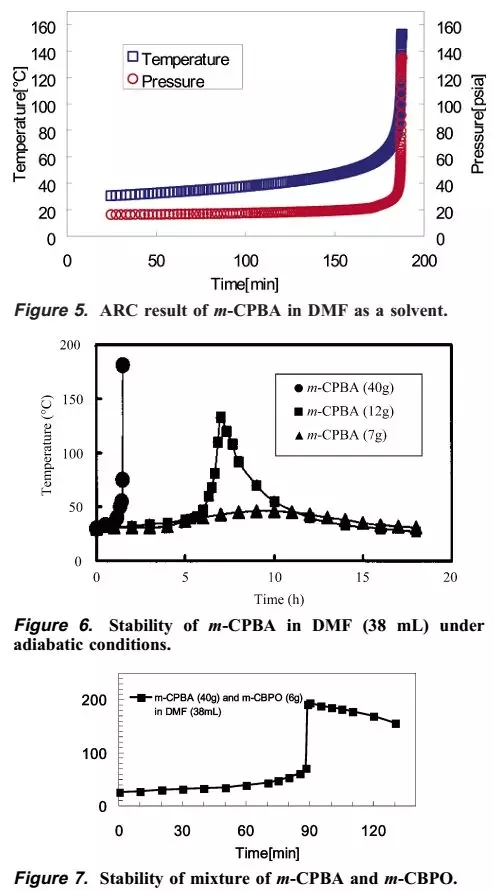
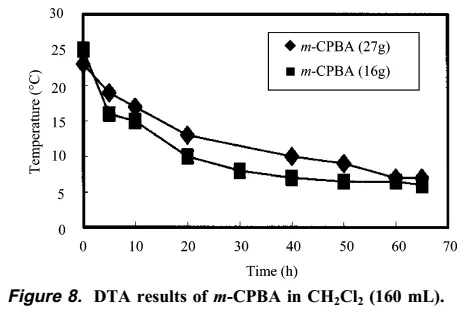
Em resumo, o autor deste artigo apresenta o processo geral da explosão. Primeiro, a formação de m-CPBO leva a um aumento na temperatura e, em seguida, a formação de uma grande quantidade de m-CPBO causa uma explosão em altas temperaturas. No final, o autor usou diclorometano DCM como solvente para resolver esse problema com sucesso. Os experimentos de DTA mostram que, usando o diclorometano como solvente, não há exotermia ao longo do tempo.
Faça experimentos com dezenas de milhares de pessoas, primeiro a segurança! DMSO e DMF são solventes fortemente polares, embora tenham boa solubilidade para orgânicos, eles também são uma faca de dois gumes!
How buyers usually evaluate coating and ink additives
Additive selection is usually most effective when the team defines the defect first and then screens compatibility, dosage range, and process stage. That is often much more reliable than choosing only by chemistry family or by a single dramatic lab result.
- Start from the defect, not the additive name: wetting loss, crater, microfoam, and instability often need different solutions even inside the same formula.
- Check compatibility at the intended dosage: the strongest additive can still be the wrong commercial choice if it narrows the process window too much.
- Review the stage of use: some products are most useful during grind, while others matter more during let-down, filling, or final application.
- Balance cure or film quality with defect control: the right additive fixes the problem without sacrificing adhesion, gloss, or appearance.
Referências de produtos recomendadas
- CHLUMIAF 094: A balanced defoamer reference for waterborne coatings and many general foam-control screens.
- CHLUMIAF 3062: Useful when printing-ink and UV-ink compatibility matter in the defoaming screen.
- CHLUMIAF 3037: A stronger process-defoaming option when persistent foam survives harsher conditions.
- CHLUMIWE 3280: Um referente forte de agente molhante para tintas, revestimentos e molhagem de substratos difíceis.
FAQ para compradores e formuladores
Why does an additive that looks powerful in a beaker sometimes fail in production?
Because shear, temperature, substrate, and the full formula can all change the way the additive performs under real process conditions.
Should the most aggressive additive always be preferred?
Not usually. The best additive is the one that solves the real defect while preserving the broadest safe operating window.