Quick answer: Surface-control additives are usually selected by defect type, compatibility, and dosage window. The strongest commercial choice is the one that fixes the real problem without creating a new one.
Il DMF è uno dei solventi più utilizzati nella sintesi organica, noto anche come solvente universale. Oggi condividerò con voi un caso di reazione. Anche l'uso combinato di m-CPBA e DMF è potenzialmente pericoloso. L'm-CPBA, noto anche come acido m-cloroperoxybenzoico, è un tipo di ossidante organico molto usato in chimica organica. In termini relativi, è relativamente sicuro. Tuttavia, il campo della chimica è pieno di incognite. Un incidente riportato nella letteratura condivisa oggi è legato all'uso misto di m-CPBA e DMF ed è direttamente collegato alle seguenti trasformazioni chimiche.
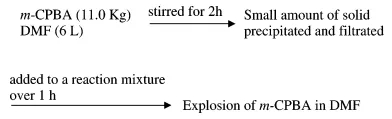
I sintetizzatori della Fujisawa Pharmaceutical Company in Giappone hanno utilizzato l'm-CPBA per ossidare lo zolfo a solfossido utilizzando il DMF come solvente su scala pilota. I sintetizzatori hanno prima mescolato 6,3 l di DMF e 11,0 kg di m-CPBA e li hanno agitati per 2 ore. Nel sistema si forma materia insolubile, che viene poi filtrata per ottenere una soluzione limpida; la soluzione limpida viene aggiunta alla soluzione di reazione organica. Dopo 1 ora di gocciolamento, la soluzione DMF di m-CPBA sale improvvisamente e rilascia gas. E poi esplode improvvisamente. L'autore di questo articolo (Org. Proc. Res. Dev.) descrive brevemente il processo di reazione come nella figura seguente.
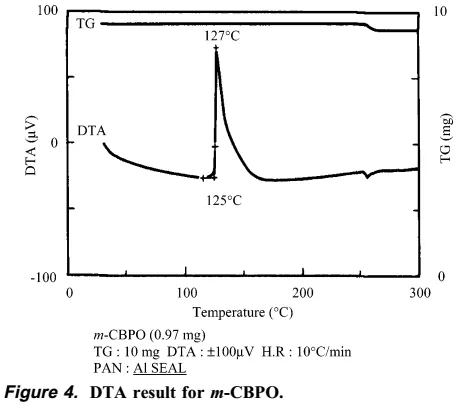
Il personale sintetico ha immediatamente cercato la causa dell'incidente e dell'esplosione. Hanno ipotizzato che la causa fosse probabilmente una materia insolubile, e che la materia insolubile fosse proprio l'm-CBPO. Questa materia insolubile potrebbe essere un'impurità della materia prima m-CPBA stessa, oppure potrebbe essere generata gradualmente nel sistema di reazione. L'autore di questo articolo ha poi condotto una serie di esperimenti di verifica. L'autore ha scoperto che il contenuto di m-CBPO nella materia prima m-CPBA è solo 0,2%. Inoltre, gli esperimenti DTA e IST hanno confermato che l'm-CPBA fonde a 89 gradi ed è stabile a meno di 97 gradi. L'autore ha poi condotto uno studio DTA sulla soluzione DMF di m-CPBA e i risultati hanno mostrato che la temperatura di decomposizione di m-CPBA era di 83 gradi. Gli esperimenti di cui sopra dimostrano che il DMF può influenzare in larga misura il punto critico della temperatura di decomposizione dell'm-CPBA. Pertanto, l'autore ritiene che il solvente DMF abbia svolto un ruolo importante in questo incidente.

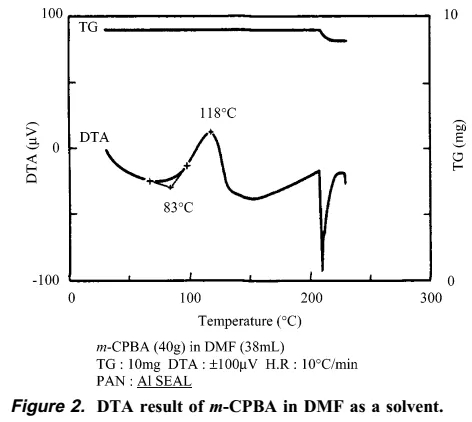
L'autore ha poi scoperto che, con l'aumento della temperatura, il contenuto di m-CBPO aumentava significativamente e la ricerca DTA ha mostrato che quando la temperatura raggiunge più di 125 gradi, si può prevedere un'esplosione molto grave.
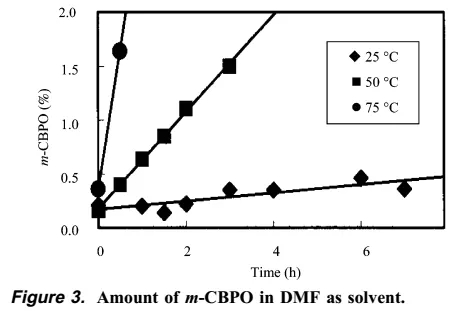
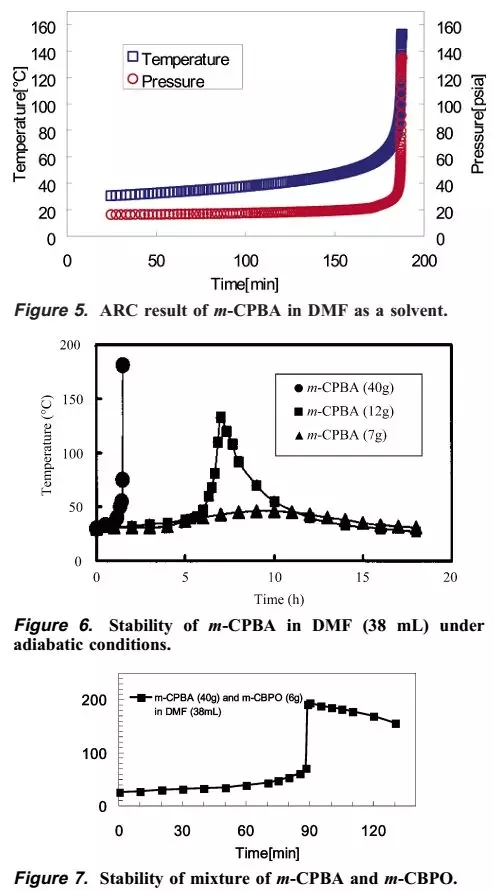
L'autore ha quindi effettuato lo studio ARC della soluzione DMF di m-CPBA, lo studio della concentrazione e lo studio della stabilità mista di m-CPBA e m-CPBO. La conclusione finale è che la soluzione DMF di m-CPBA impiega 185 minuti per salire lentamente da 26 gradi a 70 gradi, per poi salire rapidamente a 200 gradi in pochi minuti o simili. Inoltre, la soluzione DMF di m-CPBA più concentrata si riscalda più velocemente. L'esperimento misto di m-CPBA e m-CPBO mostra che la temperatura sale lentamente all'inizio, ma dopo soli 95 minuti si verifica un forte aumento della temperatura.
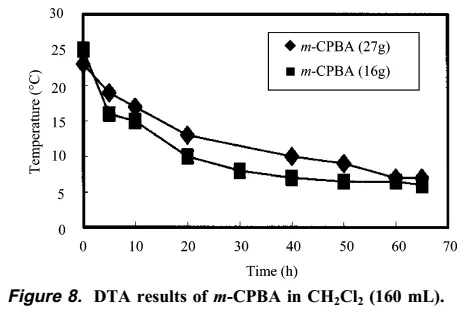
In sintesi, l'autore di questo articolo illustra il processo generale dell'esplosione. In primo luogo, la formazione di m-CPBO porta a un aumento della temperatura, quindi la formazione di una grande quantità di m-CPBO causa un'esplosione ad alte temperature. Alla fine, l'autore ha utilizzato il diclorometano DCM come solvente per risolvere con successo questo problema. Gli esperimenti DTA dimostrano che utilizzando il diclorometano come solvente, non si verifica alcuna esoterma nel tempo.
Sperimentare con decine di migliaia di esemplari, la sicurezza prima di tutto! DMSO e DMF sono solventi fortemente polari, sebbene abbiano una buona solubilità per gli organici, sono anche un'arma a doppio taglio!
How buyers usually evaluate coating and ink additives
Additive selection is usually most effective when the team defines the defect first and then screens compatibility, dosage range, and process stage. That is often much more reliable than choosing only by chemistry family or by a single dramatic lab result.
- Start from the defect, not the additive name: wetting loss, crater, microfoam, and instability often need different solutions even inside the same formula.
- Check compatibility at the intended dosage: the strongest additive can still be the wrong commercial choice if it narrows the process window too much.
- Review the stage of use: some products are most useful during grind, while others matter more during let-down, filling, or final application.
- Balance cure or film quality with defect control: the right additive fixes the problem without sacrificing adhesion, gloss, or appearance.
Recommended product references
- CHLUMIAF 094: A balanced defoamer reference for waterborne coatings and many general foam-control screens.
- CHLUMIAF 3062: Useful when printing-ink and UV-ink compatibility matter in the defoaming screen.
- CHLUMIAF 3037: A stronger process-defoaming option when persistent foam survives harsher conditions.
- CHLUMIWE 3280: A strong wetting-agent reference for inks, coatings, and difficult substrate wetting.
FAQ for buyers and formulators
Why does an additive that looks powerful in a beaker sometimes fail in production?
Because shear, temperature, substrate, and the full formula can all change the way the additive performs under real process conditions.
Should the most aggressive additive always be preferred?
Not usually. The best additive is the one that solves the real defect while preserving the broadest safe operating window.