Quick answer: Surface-control additives are usually selected by defect type, compatibility, and dosage window. The strongest commercial choice is the one that fixes the real problem without creating a new one.
DMF is een van de meest gebruikte oplosmiddelen in organische synthese en staat ook bekend als universeel oplosmiddel. Vandaag zal ik een reactie met je delen. Het gecombineerde gebruik van m-CPBA en DMF is ook potentieel gevaarlijk. m-CPBA, ook bekend als m-chlooroperoxybenzoëzuur, is een soort organisch oxidatiemiddel dat zeer vaak wordt gebruikt in de organische chemie. Relatief gezien is het relatief veilig. Het gebied van de chemie zit echter vol met onbekende factoren. Een ongeval dat in de vandaag gedeelde literatuur is gemeld, is gerelateerd aan het gemengde gebruik van m-CPBA en DMF, en is direct gerelateerd aan de volgende chemische transformaties.
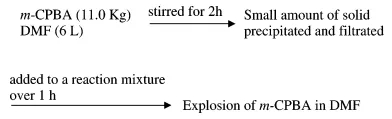
Synthesizers van Fujisawa Pharmaceutical Company in Japan gebruikten m-CPBA om zwavel te oxideren tot sulfoxide met DMF als oplosmiddel op pilotschaal. De synthesizers mengden eerst 6,3 liter DMF en 11,0 kg m-CPBA en roerden de twee gedurende 2 uur. Er wordt onoplosbaar materiaal gevormd in het systeem, dat vervolgens wordt gefilterd om een heldere oplossing te verkrijgen, en de heldere oplossing wordt toegevoegd aan de organische reactieoplossing. Wanneer het druppelproces gedurende 1 uur wordt uitgevoerd, stijgt de DMF-oplossing van m-CPBA plotseling en komt er gas vrij. En toen explodeerde het plotseling. De auteur van dit artikel (Org. Proc. Res. Dev.) beschrijft in het kort het reactieproces zoals in de volgende figuur.
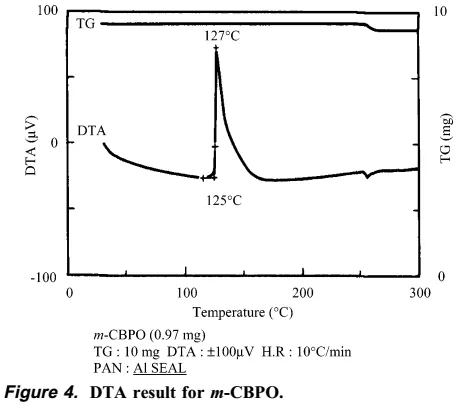
Het synthetische personeel ging onmiddellijk op zoek naar de oorzaak van het ongeluk en de explosie. Ze speculeerden dat het waarschijnlijk werd veroorzaakt door onoplosbare materie, en de onoplosbare materie was precies m-CBPO. Deze onoplosbare stof kan een onzuiverheid zijn van de grondstof m-CPBA zelf, of kan geleidelijk ontstaan in het reactiesysteem. De auteur van dit artikel voerde vervolgens een reeks verificatie-experimenten uit. De auteur ontdekte dat het m-CBPO-gehalte in de grondstof m-CPBA slechts 0,2% bedraagt. Bovendien bevestigden DTA- en IST-experimenten dat m-CPBA smelt bij 89 graden en stabiel is bij minder dan 97 graden. De auteur voerde vervolgens een DTA-onderzoek uit op de DMF-oplossing van m-CPBA en de resultaten toonden aan dat de ontbindingstemperatuur van m-CPBA 83 graden was. Bovenstaande experimenten tonen aan dat DMF het kritieke punt van de decompositietemperatuur van m-CPBA in grote mate kan beïnvloeden. Daarom is de auteur van mening dat het oplosmiddel DMF een belangrijke rol heeft gespeeld bij dit ongeval.

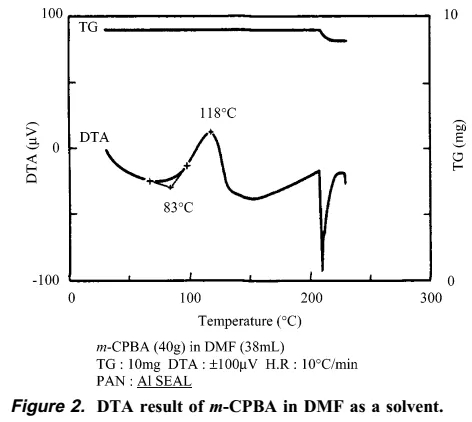
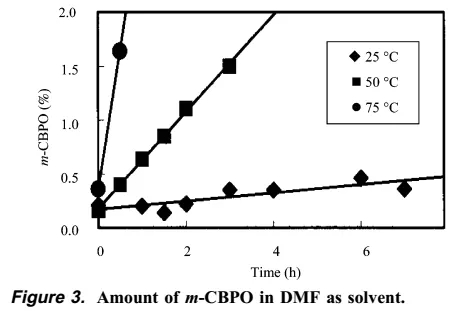
De auteur ontdekte toen dat naarmate de temperatuur steeg, het gehalte m-CBPO aanzienlijk toenam en DTA-onderzoek toonde aan dat wanneer de temperatuur meer dan 125 graden bereikt, een zeer ernstige explosie te verwachten is.
De auteur voerde vervolgens een ARC-studie uit van de DMF-oplossing van m-CPBA, een concentratiestudie en een gemengde stabiliteitsstudie van m-CPBA en m-CPBO. De eindconclusie is dat het 185 minuten duurt voordat de DMF-oplossing van m-CPBA langzaam stijgt van 26 graden naar 70 graden, waarna het snel stijgt naar 200 graden in een paar minuten of iets dergelijks. Bovendien warmt de geconcentreerdere DMF-oplossing van m-CPBA sneller op. Het gemengde experiment van m-CPBA en m-CPBO laat zien dat de temperatuur in het begin langzaam stijgt, maar al na 95 minuten is er een sterke temperatuurstijging.
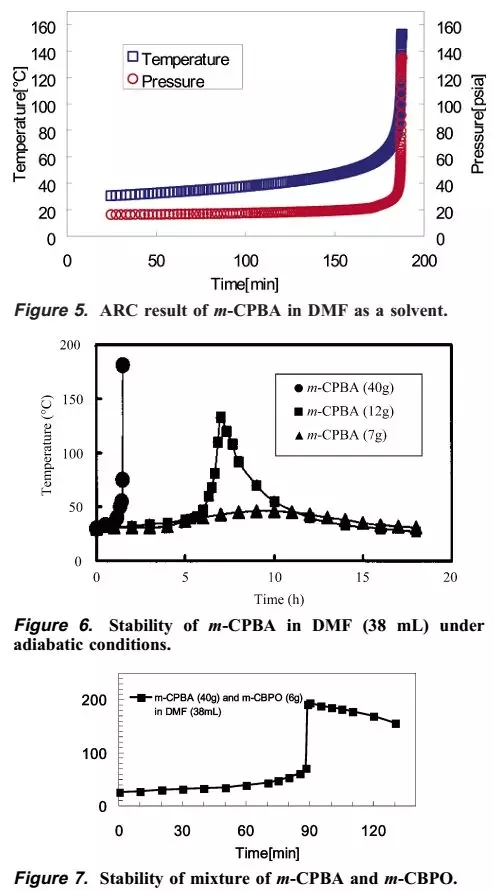
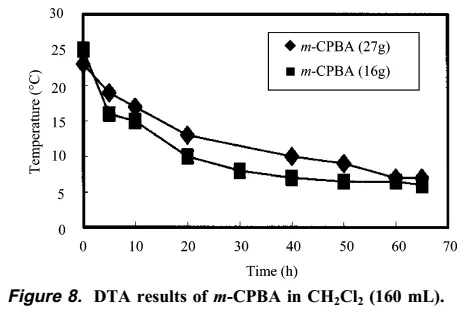
Samengevat geeft de auteur van dit artikel het algemene proces van de explosie. Eerst leidt de vorming van m-CPBO tot een temperatuurstijging en vervolgens veroorzaakt de vorming van een grote hoeveelheid m-CPBO een explosie bij hoge temperaturen. Uiteindelijk gebruikte de auteur dichloormethaan DCM als oplosmiddel om dit probleem met succes op te lossen. DTA-experimenten tonen aan dat er bij gebruik van dichloormethaan als oplosmiddel na verloop van tijd geen exotherm optreedt.
Experimenteer met tienduizenden, veiligheid voor alles! DMSO en DMF zijn sterk polaire oplosmiddelen, die weliswaar goed oplosbaar zijn voor organische stoffen, maar ook een tweesnijdend zwaard zijn!
How buyers usually evaluate coating and ink additives
Additive selection is usually most effective when the team defines the defect first and then screens compatibility, dosage range, and process stage. That is often much more reliable than choosing only by chemistry family or by a single dramatic lab result.
- Start from the defect, not the additive name: wetting loss, crater, microfoam, and instability often need different solutions even inside the same formula.
- Check compatibility at the intended dosage: the strongest additive can still be the wrong commercial choice if it narrows the process window too much.
- Review the stage of use: some products are most useful during grind, while others matter more during let-down, filling, or final application.
- Balance cure or film quality with defect control: the right additive fixes the problem without sacrificing adhesion, gloss, or appearance.
Recommended product references
- CHLUMIAF 094: A balanced defoamer reference for waterborne coatings and many general foam-control screens.
- CHLUMIAF 3062: Useful when printing-ink and UV-ink compatibility matter in the defoaming screen.
- CHLUMIAF 3037: A stronger process-defoaming option when persistent foam survives harsher conditions.
- CHLUMIWE 3280: A strong wetting-agent reference for inks, coatings, and difficult substrate wetting.
FAQ for buyers and formulators
Why does an additive that looks powerful in a beaker sometimes fail in production?
Because shear, temperature, substrate, and the full formula can all change the way the additive performs under real process conditions.
Should the most aggressive additive always be preferred?
Not usually. The best additive is the one that solves the real defect while preserving the broadest safe operating window.